In the Sugar-Energy Sector, Choosing the Right Equipment Directly Impacts Production Quality and Performance
Among these essential tools, pumps for cooked massecuite and magma play a key role in transferring highly viscous materials, ensuring continuous flow while preserving the integrity of sugar crystals.
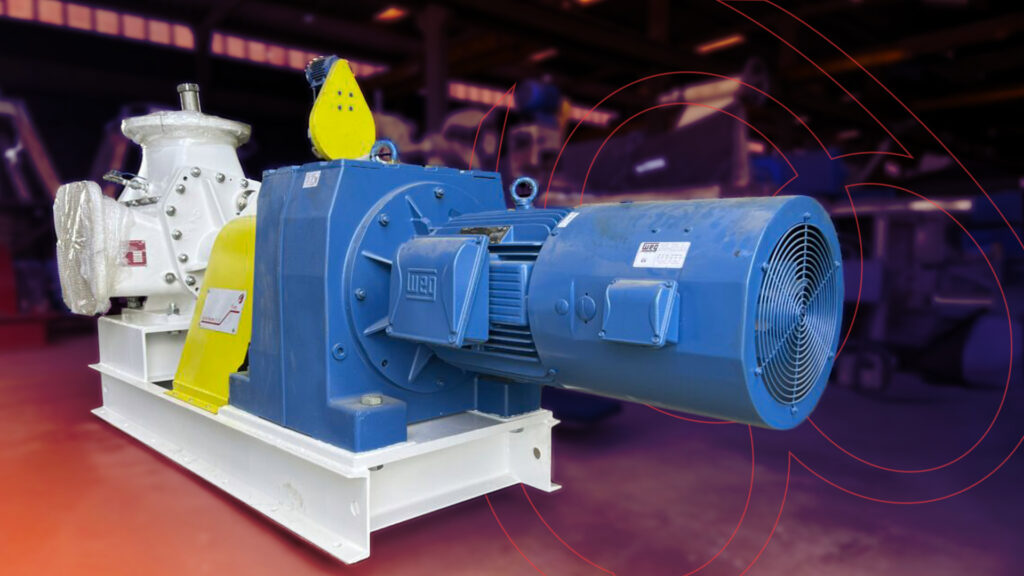
SUMO™ Cail & Fletcher Pumps
These pumps were developed to meet the specific demands of the sugar production process, offering advanced technology that helps minimize losses and optimize mill productivity.
Challenges in Transferring Cooked Massecuite and Magma
Cooked massecuite and magma have high viscosity and require reliable, heavy-duty equipment to ensure proper handling. These materials are exposed to extreme conditions of temperature and abrasion, making it essential to use pumps with high mechanical strength and consistent performance.
Inadequate pumping can lead to excessive pulsation in the pipelines, disrupting continuous flow and affecting final sugar quality. To avoid this, pumps must ensure smooth, controlled operation that reduces stress on the system during transfer.
Technology Behind SUMO™ Cail & Fletcher Pumps
Engineered for demanding operations, these pumps feature a dual 90° rotor design that minimizes pulsation and prevents shock in the piping system. Their cast iron construction offers excellent mechanical resistance and long-lasting durability, even in harsh industrial environments.
Another key advantage is the mechanical seal system, which prevents leakage and extends the service life of the equipment, delivering greater safety and reliability to the operation.
Main Benefits of SUMO™ Pumps
✔ Preserves sugar quality – Maintains the integrity of sugar crystals during transport, ensuring a consistent and competitive final product.
✔ Reduces operational costs – The low-speed design (up to 65 rpm) minimizes component wear and reduces the need for frequent maintenance.
✔ Operational flexibility – Reversible flow, dual or single rotor options, and bidirectional drive allow adaptation to the specific needs of each plant.
✔ Simplified maintenance – Modular design allows for on-site disassembly and assembly, reducing downtime and improving productivity.
Why Choose Ottani for Sugar-Energy Solutions?
With decades of experience in the sugar-energy sector, Ottani delivers high-quality equipment and customized solutions designed to meet the specific needs of your production process. Our technical team provides full support—from implementation to operation—ensuring reliable results and safe, high-performance production.
Contact us to learn more about the solutions we offer for your business.